


|
| MOQ: | 900 kg |
| Cena £: | Negotiation |
| Standardowe Opakowanie: | 25KG / CTN, 36CTN / PALETA lub małe opakowanie |
| Okres dostawy: | 30 dni |
| Metoda płatności: | L / C, T / T |
| Wydajność dostaw: | 500 ton / miesiąc |
Specyfikacja
Śruby z łbem sześciokątnym DIN 933są w pełni gwintowane, mają zewnętrzne gwinty grubozwojowe i, podobnie jak inne śruby z łbem sześciokątnym, są używane zarówno z gwintowanymi otworami, jak i nakrętkami.Ich wymiary są podobne do ISO 4017 i są dostępne ze stali klasy 8.8, 10.9 i 12.9 oraz stali nierdzewnej klasy 70 (A2-70, A4-70);rzadziej stosowane rozmiary stali nierdzewnej mogą należeć do klasy 50. Cynkowanie zabezpiecza przed korozją, podczas gdy gładkie wykończenie jest nieplaterowane i może rdzewieć.Stal nierdzewna A2 jest uważana za to samo, co 18-8, a A4 to zasadniczo 316. Tolerancja gwintu klasy 8.8 i 10.9 dla gładkiego wykończenia wynosi 6g i 6h dla powlekanego;stal nierdzewna to 6g;Gwinty prawe są standardem.Znane również jako śruby z łbem sześciokątnym i śruby z łbem gwintowanym, wszystkie długości są w pełni gwintowane.Długość mierzy się od spodu głowy do czubka.Śruby z łbem sześciokątnym DIN 933 są podobne do ISO 4017, JIS B1180 i ANSI B18.2.3.1M.Natomiast DIN 931 jest częściowo gwintowany, a DIN 961 ma drobny gwint.(Uwaga: Skok gwintu, odległość między gwintami, jest tradycyjnie pomijany w przypadku elementów złącznych z grubymi gwintami, ale jest tu uwzględniony w celach informacyjnych.)
DIN 933 - Śruby z łbem sześciokątnym z gwintem do łba
Obecna norma: DIN EN 24017
Równoważne normy:ISO 4017;CSN 021103;PN 82105;UNI 5739;UE 24017
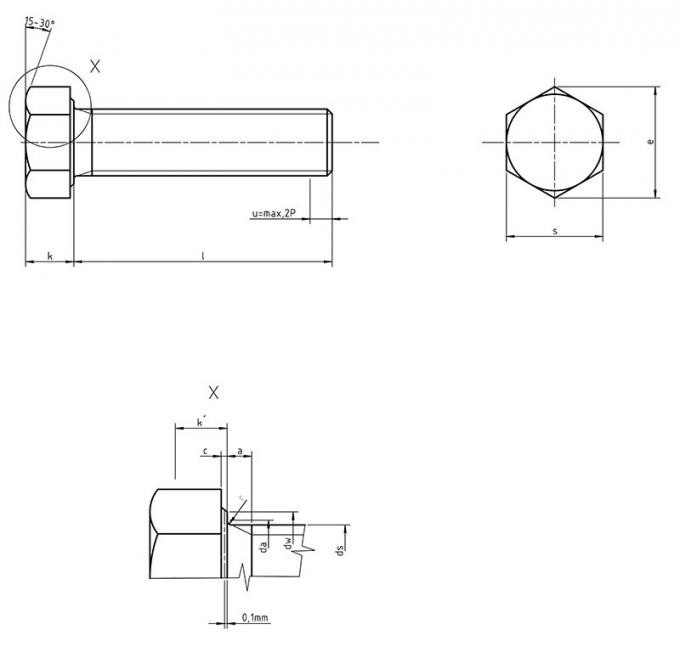
l - długość śruby
re - nominalna średnica gwintu
k - wysokość głowy
r - promień
mi - średnica opisanego koła (nie mniej niż)
s - rozmiar pod klucz z łbem sześciokątnym
do - grubość kołnierza montażowego
za - podcięcie długości
Stal: 5,6,5,8,8,8,10,9,12,9
Nierdzewny: A2, A4
Plastikowy: Plastik Pa
Nieżelazne: Mosiądz
Wątek: 6g
| Gwint re |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| Gwint re |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Przebieg procesu
Kucie na zimno
Leczenie wyżarzania (w razie potrzeby) ➨ rysowanie drutem ➨ kucie brył ➨ walcowanie gwintów ➨wykonać obróbkę cieplną (w razie potrzeby) ➨ koniec ➨ Uszczelka
Kucie na gorąco
Cięcie materiału ➨ kucie na gorąco ➨ obrócenie ➨ średnica obkurczu (pół gwintu) ➨walcowanie gwintów ➨ wykonać obróbkę cieplną (w razie potrzeby) ➨ koniec ➨ Uszczelka
Klasa produktu
Klasa4.8 Klasa5.8 Klasa6.8 Klasa8.8 Klasa 10.9 Klasa 12.9
| NIE. | Mechaniczne lub własność fizyczna |
Klasa własności | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12,9 / 12,9 | ||||
| D≤16mmza | d > 16 mmb | d≤16mm | ||||||||||
| 1 | Wytrzymałość na rozciąganie Rm, Mpa |
nie m.do | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| max. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Niższa granica plastyczności ReL, Mpa |
nie m.do | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| max. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | Naprężenie przy nieproporcjonalnym wydłużeniu 0,2% Rp0.2, Mpa |
nie m.do | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| max. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | Naprężenie przy 0,0048 d nieproporcjonalnego wydłużenia dla pełnowymiarowe zapięcia Rpfa, Mpa |
nie m.do | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| max. | —— | 340mi | —— | 420mi | 480mi | —— | —— | —— | —— | —— | ||
| 5 | Naprężenie pod obciążeniem próbnym Spfa, Mpa |
nie m. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Dowód Sp, nom/ ReL min Lub silne stronyp, nom/ Rp0,2 min Lub rati Sp, nom/ Rpf min |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | Wydłużenie procentowe po złamaniu przez próbki poddane obróbce mechanicznej, A,% |
min. | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | Procentowe zmniejszenie powierzchni po pęknięcie dla próbek poddanych obróbce mechanicznej, Z,% |
min. | —— | 52 | 48 | 48 | 44 | |||||
| 8 | Wydłużenie po zerwaniu dla pełnego rozmiaru elementy złączne, A.fa |
min. | —— | 0,24 | —— | 0,22 | 0,2 | —— | —— | —— | —— | —— |
| 9 | Dobra kondycja głowy | Bez złamań | ||||||||||
| 10 | Twardość Vickersa, HV, F≥98N |
min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| max. | 220sol | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Twardość Brinella, HBW , F = 30D² |
min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| max. | 209sol | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Twardość Rockwella, HRB, HRB |
min. | 67 | 71 | 79 | 82 | 89 | |||||
| max. | 95sol | 99,5 | ||||||||||
| Twardość Rockwella, HRC |
min. | —— | 22 | 23 | 28 | 32 | 39 | |||||
| max. | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Twardość powierzchni HV 0,3 |
max. | —— | godz | h, j | h, j | ||||||
| 14 | Wysokość nieodwęglonej strefy gwintu, E, mm | min. | —— | 1 / 2H1 | 2 / 3H1 | 3 / 4H1 | ||||||
| Głębokość całkowitego odwęglenia w gwint, G, mm |
max. | —— | 0,015 | |||||||||
| 15 | Zmniejszenie twardości po ponownym hartowaniu, HV | max. | —— | 20 | ||||||||
| 16 | Moment zrywający, Mb, N · m |
min. | —— | zgodnie z ISO 898-7 | ||||||||
| 17 | Siła uderzenia, K.VK, ja,JOT |
min. | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | Integralność powierzchni zgodnie z | ISO 6157-1n | ISO 6157-3 | |||||||||
|
a Wartości nie dotyczą śrub konstrukcyjnych. |
||||||||||||
Materiały i kompozycja chemiczna
1008
| SKŁAD CHEMICZNY I% | ||||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu | Glin |
| 0,06 | 0,06 | 0.33 | 0,013 | 0,003 | 0,01 | 0 | 0,01 | 0,028 |
1035
| SKŁAD CHEMICZNY I% | |||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu |
| 0.34 | 0.13 | 0,73 | 0,012 | 0,002 | 0,02 | 0,01 | 0,02 |
10B21
| SKŁAD CHEMICZNY I% | ||||||
| do | Si | Mn | P. | S | Cr | b |
| 0,2 | 0,04 | 0.81 | 0,017 | 0,007 | 0,017 | 0,0021 |
1045
| SKŁAD CHEMICZNY I% | |||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu |
| 0,45 | 0,23 | 0.58 | 0,014 | 0,006 | 0,057 | 0,008 | 0,016 |
40CR
| SKŁAD CHEMICZNY I% | |||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu |
| 0,4 | 0.21 | 0.54 | 0,015 | 0,008 | 0.95 | 0,02 | 0,02 |
35CRMO
| SKŁAD CHEMICZNY I% | ||||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu | Mo |
| 0.35 | 0,22 | 0.59 | 0,01 | 0,003 | 0.93 | 0,01 | 0,01 | 0.21 |
42CRMO
| SKŁAD CHEMICZNY I% | ||||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu | Mo |
| 0.42 | 0,27 | 0.92 | 0,013 | 0,004 | 1.01 | 0,03 | 0,04 | 0,2 |
koniec
ZWYKŁY ZP YZP CZARNY HDG DACROMET GEOMET CHROM NIKL I TAK ON
USZCZELKA
QBH BULK
20-25KG / CTN, 36CTNS / PALETA
20-30KG / WORKI, 36 WORKÓW / PALETA
JEDNA TONA / PUDEŁKA
50 kg / BĘBEN ŻELAZNY, 12 BĘBNÓW ŻELAZNYCH / PALETA
QBH MAŁE OPAKOWANIE
Pakowanie w małe pudełka zgodnie z wymaganiami klienta
Pakowanie w worek foliowy zgodnie z wymaganiami klienta
TYP PALETY QBH
PALETA DO FUMIGACJI Z LITEGO DREWNA
Paleta EURO
TRZY PALETY SPLINT
DREWNIANE PUDŁO
Zalety QBH
Sposób nakładania produktu
DIN 933 to śruby w kształcie sześciokąta, wykonane ze stali.Śruby metryczne klasy 10.9 są produkowane z materiału śrubowego DIN 933, takiego jak stal średniowęglowa, stal stopowa średniowęglowa lub stal niskowęglowa z borem.Aby zakwalifikować jako śruby metryczne DIN 933 10.9, przydział musi zostać poddany obróbce zarówno przez hartowanie, jak i odpuszczanie.ZwykleŚruba DIN 933 10.9 jest stosowany w zastosowaniach do skręcania dużych i kutych części, a także w przemyśle motoryzacyjnym.
|
|
| MOQ: | 900 kg |
| Cena £: | Negotiation |
| Standardowe Opakowanie: | 25KG / CTN, 36CTN / PALETA lub małe opakowanie |
| Okres dostawy: | 30 dni |
| Metoda płatności: | L / C, T / T |
| Wydajność dostaw: | 500 ton / miesiąc |
Specyfikacja
Śruby z łbem sześciokątnym DIN 933są w pełni gwintowane, mają zewnętrzne gwinty grubozwojowe i, podobnie jak inne śruby z łbem sześciokątnym, są używane zarówno z gwintowanymi otworami, jak i nakrętkami.Ich wymiary są podobne do ISO 4017 i są dostępne ze stali klasy 8.8, 10.9 i 12.9 oraz stali nierdzewnej klasy 70 (A2-70, A4-70);rzadziej stosowane rozmiary stali nierdzewnej mogą należeć do klasy 50. Cynkowanie zabezpiecza przed korozją, podczas gdy gładkie wykończenie jest nieplaterowane i może rdzewieć.Stal nierdzewna A2 jest uważana za to samo, co 18-8, a A4 to zasadniczo 316. Tolerancja gwintu klasy 8.8 i 10.9 dla gładkiego wykończenia wynosi 6g i 6h dla powlekanego;stal nierdzewna to 6g;Gwinty prawe są standardem.Znane również jako śruby z łbem sześciokątnym i śruby z łbem gwintowanym, wszystkie długości są w pełni gwintowane.Długość mierzy się od spodu głowy do czubka.Śruby z łbem sześciokątnym DIN 933 są podobne do ISO 4017, JIS B1180 i ANSI B18.2.3.1M.Natomiast DIN 931 jest częściowo gwintowany, a DIN 961 ma drobny gwint.(Uwaga: Skok gwintu, odległość między gwintami, jest tradycyjnie pomijany w przypadku elementów złącznych z grubymi gwintami, ale jest tu uwzględniony w celach informacyjnych.)
DIN 933 - Śruby z łbem sześciokątnym z gwintem do łba
Obecna norma: DIN EN 24017
Równoważne normy:ISO 4017;CSN 021103;PN 82105;UNI 5739;UE 24017
l - długość śruby
re - nominalna średnica gwintu
k - wysokość głowy
r - promień
mi - średnica opisanego koła (nie mniej niż)
s - rozmiar pod klucz z łbem sześciokątnym
do - grubość kołnierza montażowego
za - podcięcie długości
Stal: 5,6,5,8,8,8,10,9,12,9
Nierdzewny: A2, A4
Plastikowy: Plastik Pa
Nieżelazne: Mosiądz
Wątek: 6g
| Gwint re |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| Gwint re |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Przebieg procesu
Kucie na zimno
Leczenie wyżarzania (w razie potrzeby) ➨ rysowanie drutem ➨ kucie brył ➨ walcowanie gwintów ➨wykonać obróbkę cieplną (w razie potrzeby) ➨ koniec ➨ Uszczelka
Kucie na gorąco
Cięcie materiału ➨ kucie na gorąco ➨ obrócenie ➨ średnica obkurczu (pół gwintu) ➨walcowanie gwintów ➨ wykonać obróbkę cieplną (w razie potrzeby) ➨ koniec ➨ Uszczelka
Klasa produktu
Klasa4.8 Klasa5.8 Klasa6.8 Klasa8.8 Klasa 10.9 Klasa 12.9
| NIE. | Mechaniczne lub własność fizyczna |
Klasa własności | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12,9 / 12,9 | ||||
| D≤16mmza | d > 16 mmb | d≤16mm | ||||||||||
| 1 | Wytrzymałość na rozciąganie Rm, Mpa |
nie m.do | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| max. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Niższa granica plastyczności ReL, Mpa |
nie m.do | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| max. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | Naprężenie przy nieproporcjonalnym wydłużeniu 0,2% Rp0.2, Mpa |
nie m.do | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| max. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | Naprężenie przy 0,0048 d nieproporcjonalnego wydłużenia dla pełnowymiarowe zapięcia Rpfa, Mpa |
nie m.do | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| max. | —— | 340mi | —— | 420mi | 480mi | —— | —— | —— | —— | —— | ||
| 5 | Naprężenie pod obciążeniem próbnym Spfa, Mpa |
nie m. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Dowód Sp, nom/ ReL min Lub silne stronyp, nom/ Rp0,2 min Lub rati Sp, nom/ Rpf min |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | Wydłużenie procentowe po złamaniu przez próbki poddane obróbce mechanicznej, A,% |
min. | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | Procentowe zmniejszenie powierzchni po pęknięcie dla próbek poddanych obróbce mechanicznej, Z,% |
min. | —— | 52 | 48 | 48 | 44 | |||||
| 8 | Wydłużenie po zerwaniu dla pełnego rozmiaru elementy złączne, A.fa |
min. | —— | 0,24 | —— | 0,22 | 0,2 | —— | —— | —— | —— | —— |
| 9 | Dobra kondycja głowy | Bez złamań | ||||||||||
| 10 | Twardość Vickersa, HV, F≥98N |
min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| max. | 220sol | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Twardość Brinella, HBW , F = 30D² |
min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| max. | 209sol | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Twardość Rockwella, HRB, HRB |
min. | 67 | 71 | 79 | 82 | 89 | |||||
| max. | 95sol | 99,5 | ||||||||||
| Twardość Rockwella, HRC |
min. | —— | 22 | 23 | 28 | 32 | 39 | |||||
| max. | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Twardość powierzchni HV 0,3 |
max. | —— | godz | h, j | h, j | ||||||
| 14 | Wysokość nieodwęglonej strefy gwintu, E, mm | min. | —— | 1 / 2H1 | 2 / 3H1 | 3 / 4H1 | ||||||
| Głębokość całkowitego odwęglenia w gwint, G, mm |
max. | —— | 0,015 | |||||||||
| 15 | Zmniejszenie twardości po ponownym hartowaniu, HV | max. | —— | 20 | ||||||||
| 16 | Moment zrywający, Mb, N · m |
min. | —— | zgodnie z ISO 898-7 | ||||||||
| 17 | Siła uderzenia, K.VK, ja,JOT |
min. | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | Integralność powierzchni zgodnie z | ISO 6157-1n | ISO 6157-3 | |||||||||
|
a Wartości nie dotyczą śrub konstrukcyjnych. |
||||||||||||
Materiały i kompozycja chemiczna
1008
| SKŁAD CHEMICZNY I% | ||||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu | Glin |
| 0,06 | 0,06 | 0.33 | 0,013 | 0,003 | 0,01 | 0 | 0,01 | 0,028 |
1035
| SKŁAD CHEMICZNY I% | |||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu |
| 0.34 | 0.13 | 0,73 | 0,012 | 0,002 | 0,02 | 0,01 | 0,02 |
10B21
| SKŁAD CHEMICZNY I% | ||||||
| do | Si | Mn | P. | S | Cr | b |
| 0,2 | 0,04 | 0.81 | 0,017 | 0,007 | 0,017 | 0,0021 |
1045
| SKŁAD CHEMICZNY I% | |||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu |
| 0,45 | 0,23 | 0.58 | 0,014 | 0,006 | 0,057 | 0,008 | 0,016 |
40CR
| SKŁAD CHEMICZNY I% | |||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu |
| 0,4 | 0.21 | 0.54 | 0,015 | 0,008 | 0.95 | 0,02 | 0,02 |
35CRMO
| SKŁAD CHEMICZNY I% | ||||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu | Mo |
| 0.35 | 0,22 | 0.59 | 0,01 | 0,003 | 0.93 | 0,01 | 0,01 | 0.21 |
42CRMO
| SKŁAD CHEMICZNY I% | ||||||||
| do | Si | Mn | P. | S | Cr | Ni | Cu | Mo |
| 0.42 | 0,27 | 0.92 | 0,013 | 0,004 | 1.01 | 0,03 | 0,04 | 0,2 |
koniec
ZWYKŁY ZP YZP CZARNY HDG DACROMET GEOMET CHROM NIKL I TAK ON
USZCZELKA
QBH BULK
20-25KG / CTN, 36CTNS / PALETA
20-30KG / WORKI, 36 WORKÓW / PALETA
JEDNA TONA / PUDEŁKA
50 kg / BĘBEN ŻELAZNY, 12 BĘBNÓW ŻELAZNYCH / PALETA
QBH MAŁE OPAKOWANIE
Pakowanie w małe pudełka zgodnie z wymaganiami klienta
Pakowanie w worek foliowy zgodnie z wymaganiami klienta
TYP PALETY QBH
PALETA DO FUMIGACJI Z LITEGO DREWNA
Paleta EURO
TRZY PALETY SPLINT
DREWNIANE PUDŁO
Zalety QBH
Sposób nakładania produktu
DIN 933 to śruby w kształcie sześciokąta, wykonane ze stali.Śruby metryczne klasy 10.9 są produkowane z materiału śrubowego DIN 933, takiego jak stal średniowęglowa, stal stopowa średniowęglowa lub stal niskowęglowa z borem.Aby zakwalifikować jako śruby metryczne DIN 933 10.9, przydział musi zostać poddany obróbce zarówno przez hartowanie, jak i odpuszczanie.ZwykleŚruba DIN 933 10.9 jest stosowany w zastosowaniach do skręcania dużych i kutych części, a także w przemyśle motoryzacyjnym.

